
فهرست مطالب
- تعریف و مفاهیم پایه اینسرتهای رزوهزنی
- تفاوتهای اساسی با اینسرتهای معمولی تراشکاری
- انواع اینسرتهای رزوهزنی از نظر پروفایل
- فرمهای رزوه و استانداردهای بینالمللی
- هندسه اینسرت رزوهزنی: زوایا و ابعاد کلیدی
- درجهبندی کاربیدی و پوششهای سطحی
- روشهای تغذیه (Infeed Methods)
- کاربردهای صنعتی
- مزایا و معایب
- برندهای معتبر جهانی
- نکات عملی برای ماشینکاران حرفهای
- منابع

تعریف و مفاهیم پایه اینسرتهای رزوهزنی
اینسرتهای رزوهزنی و یا اینسرت گام زنی (Threading Inserts) ابزارهای تراشکاری ایندکسابل (قابل چرخش/تعویض) هستند که به طور خاص برای ایجاد رزوههای داخلی یا خارجی بر روی قطعات فلزی روی ماشینهای تراش یا مراکز تراشکاری CNC طراحی شدهاند. این اینسرتها بر خلاف ابزارهای رزوه زنی سنتی (مثل قلمهای HSS دستی)، دارای لبههای برشی سنگخورده ای که دقیقاً متناظر با فرم، گام و قطر رزوهٔ مورد نظر می باشند، هستند.
اینسرت رزوهزنی در یک هولدر ابزار (tool holder) نصب میشود و قطعه کار با دوران روی محور اسپیندل همزمان با حرکت خطی ابزار، بهتدریج شکل رزوه را میگیرد. این فرآیند میتواند در یک پاس یا پاسهای متوالی به اتمام برسد.
مکانیزم تراش رزوه
در فرآیند رزوهزنی با اینسرت، لبه برشی اینسرت با حرکتی مارپیچی، ماده را از قطعه کار میتراشد. نرخ تغذیه (Feed Rate) دستگاه که با سرعت اسپیندل همگامسازی شده، گام رزوه را تعیین میکند؛ در حالی که عمق برش، عمق و در نهایت کیفیت فرم رزوه را کنترل میکند.
تفاوتهای اساسی با اینسرتهای معمولی تراشکاری
اینسرتهای رزوهزنی در ظاهر ممکن است شبیه اینسرتهای تراشکاری معمولی (turning inserts) به نظر برسند، اما از نظر هندسه، عملکرد و مکانیزم تراش، تفاوتهای بنیادی با هم دارند که یک ماشینکار حرفهای باید به خوبی از آنها آگاه باشد.

انواع اینسرتهای رزوهزنی از نظر پروفایل
اینسرتهای رزوهزنی بر اساس نوع پروفایل تولیدشونده به سه دستهٔ اصلی تقسیم میشوند. درک تفاوت این سه دسته برای انتخاب صحیح ابزار و بهینهسازی فرآیند تولید ضروری است.

مقایسه دقیق سه نوع اصلی (بر اساس دادههای ISCAR و Sandvik)

اینسرتهای خوابیده (Laydown Inserts)
یک دستهٔ مهم دیگر برای اینسرت های رزوه زن، اینسرتهای خوابیده هستند که بهصورت افقی در هولدر قرار میگیرند. این طراحی امکان استفاده از سندان های (Anvil) قابل تعویض را فراهم میکند تا زاویه مارپیچ (Helix) مختلف قابل تنظیم باشد. خانواده CoroThread 266 از سندویک و خانوادههای SER/SIR از شرکت ایسکار، از این دسته می باشند.
اینسرتهای "جیب محبوس" (Captive Pocket)
در این نوع، اینسرت مستقیماً در جیب هولدر محبوس میشود. زاویه کلیرنس از پیش در خود اینسرت سنگزده شده است و نیازی به آنویل ندارد. سیستم PENTACUT از ایسکار که دارای ۵ لبه برشی است، نمونهٔ برجسته این دسته می باشد.
فرمهای رزوه و استانداردهای بینالمللی
انتخاب اینسرت مناسب نیاز به شناخت دقیق استانداردهای رزوه دارد. هر استاندارد: زاویه، گام و شکل پروفایل خاص خود را دارد.

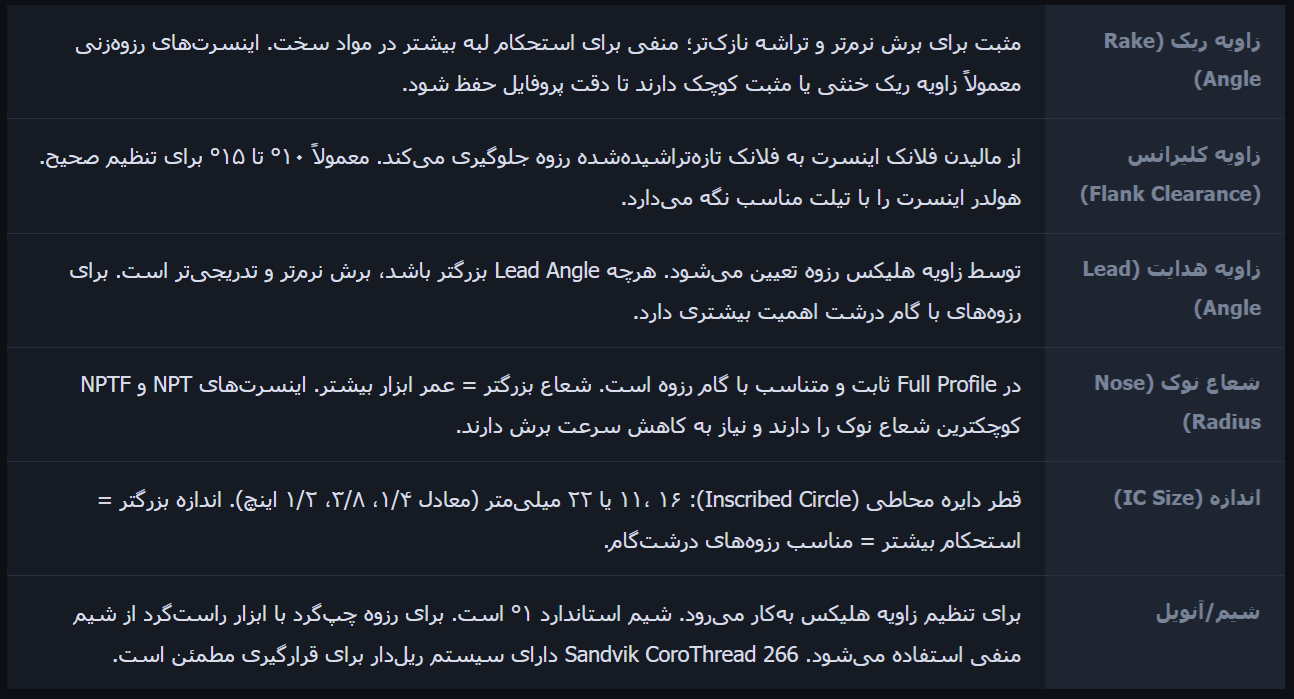
هندسه اینسرت رزوهزنی: زوایا و ابعاد کلیدی
درک هندسه اینسرت رزوهزنی پیش نیاز انتخاب صحیح ابزار و عیب یابی مشکلات ماشینکاری است.
درجه بندی کاربیدی و روکش های سطحی
انتخاب درجه کاربیدی و نوع پوشش تأثیر مستقیمی بر عمر ابزار، کیفیت سطح رزوه و سرعت ماشینکاری دارد.
پوششهای PVD رایج در اینسرت رزوهزنی

راهنمای انتخاب درجه بر اساس ماده قطعه کار

روشهای تغذیه (Infeed Methods)
نحوه ورود اینسرت به قطعه کار در هر پاس — یعنی روش تغذیه — یکی از مهمترین تصمیمات فنی در رزوهزنی CNC است. این امر، روش کنترل براده، سایش ابزار، گرما و کیفیت نهایی رزوه را تعیین میکند.
۱. تغذیه شعاعی (Radial Infeed)
اینسرت بهصورت مستقیم و عمود بر محور قطعه کار وارد میشود (زاویه صفر درجه). رایجترین روش در ماشینهای غیر-CNC و سادهترین از نظر برنامهنویسی است. از معایب این روش این است که براده V شکل ایجاد شده، سختی تولید میکند که کنترل آن دشوار است. با افزایش عمق پاس، نیروی تراش بهصورت تصاعدی بالا میرود.
۲. تغذیه اصلاحشده از پهلو (Modified Flank Infeed) — بهترین انتخاب
ابزار با زاویهای تقریباً برابر نصف زاویه رزوه (مثلاً ۲۹° برای رزوه ۶۰ درجهای) وارد میشود. این روش تقریباً در تمام ماشینهای CNC از پیشبرنامهریزیشده است (G76, G92). براده ضخیمتر اما از یک طرف اینسرت تولید میکند که مدیریت آن بسیار آسانتر است. گرمای کمتری به اینسرت منتقل میشود و عمر ابزار بالاتر است.
۳. تغذیه افزایشی (Incremental Infeed)
ترکیب تغذیه شعاعی و پهلو، با برش متناوب از چپ و راست مرکز شیار. بهترین انتخاب برای رزوههای با گام درشت (بزرگتر از ۵mm یا کمتر از ۵ TPI). یکنواختترین سایش اینسرت را ایجاد میکند اما برنامهنویسی پیچیدهتری میطلبد.

کاربردهای صنعتی
اینسرتهای رزوه زنی در طیف گستردهای از صنایع به کار میروند:

مزایا و معایب اینسرتهای رزوهزنی
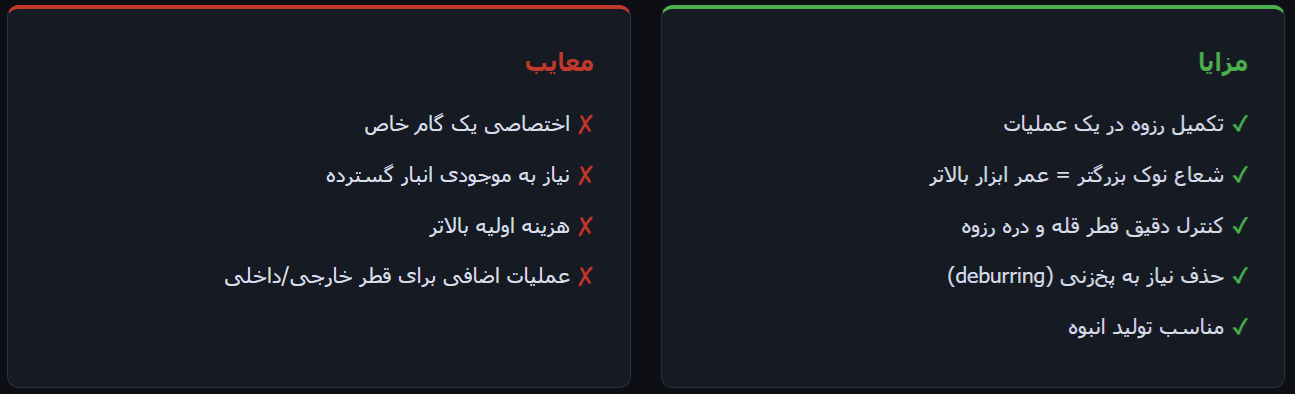
اینسرت پروفیل کامل (Full Profile Insert)
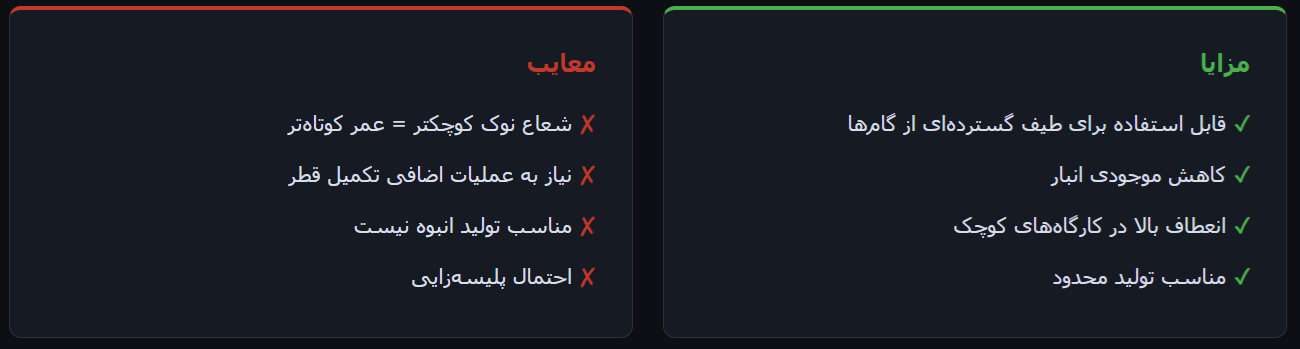
اینسرت پروفیل جزئی Partial Profile (V-Profile) Insert
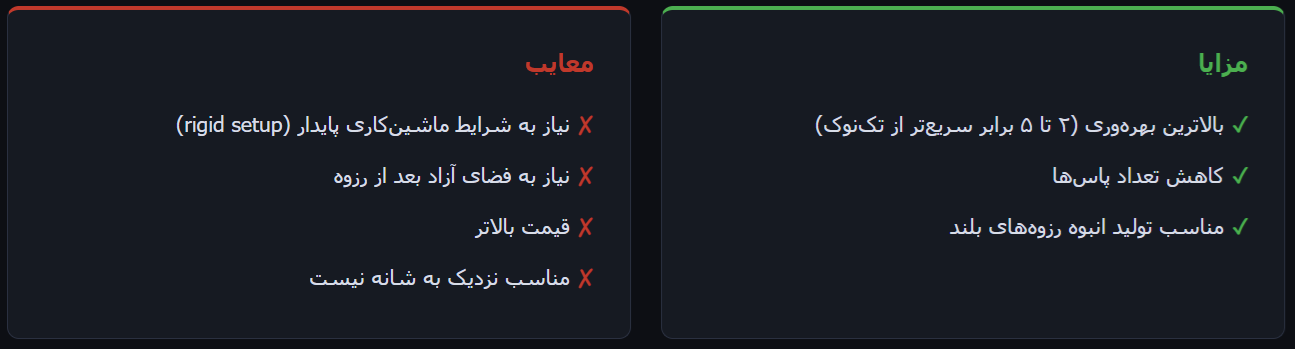
اینسرت چند دندانه ای Multi-Tooth Insert
برندهای معتبر جهانی و محصولات شاخص
بازار اینسرتهای رزوه زنی در اختیار چند برند معتبر آمریکایی، اروپایی، ژاپنی و کرهای است که هرکدام محصولات تخصصی و فناوریهای خاص خود را دارند.


نکات عملی برای ماشینکاران حرفهای
کنترل براده (Chip Control)
یکی از چالش های اصلی رزوهزنی، پیچیدن براده دور ابزار، چاک و قطعه کار است. برای بهینهسازی:
- از روش تغذیه پهلو اصلاحشده به عنوان انتخاب اول استفاده کنید.
- برای رزوهزنی سوراخ های پایینی (bottom holes)، از روش "تغذیه معکوس پهلو" استفاده کنید تا براده به سمت درست هدایت شود.
- در مواد کارسخت شونده مثل استیل، از کاهش عمق پاس در نزدیکی آخرین پاس خودداری کنید.
- از سیستم حنک کننده فشار بالا (اگر ماشین پشتیبانی میکند) برای براده برداری بهتر استفاده کنید.
عمر ابزار و نشانههای سایش
نشانههای سایش اینسرت رزوه زنی عبارتاند از: تغییر ابعاد قطر رزوه (نشانه سایش پهلو)، خشونت سطح پهلو رزوه، و ایجاد پلیسه. در صورت مشاهده هر یک از این نشانهها، اینسرت باید تعویض شود.
اشتباهات رایج
انتخاب اینسرت: چکلیست تصمیم گیری
- استاندارد رزوه: ISO Metric، UN، BSPT، API، ACME و...؟
- گام رزوه: آیا یک گام خاص هست یا طیفی از گامها؟ (Full vs Partial)
- حجم تولید: تولید انبوه (Multi-tooth) یا تکقطعه/کارگاهی (Partial Profile)
- ماده قطعهکار: گروه ISO مواد را تعیین کنید و درجه مناسب را انتخاب کنید
- ابعاد رزوه: خارجی یا داخلی؟ اندازه IC (11/16/22mm)
- ماشین: CNC (Modified Flank ممکن) یا لاتِ دستی (Radial فقط)
- خنککار: آیا خنک کننده فشار بالا موجود است؟
منابع
- [1] Sandvik Coromant. CoroThread® 266 Product Page & Application Guide: Threading — Thread Turning and Thread Milling. Sandvik Coromant AB, Sweden. Available at: sandvik.coromant.com
- [2] Sandvik Coromant. How to Choose Thread Turning Insert and Shim. Knowledge Library, 2024. Available at: sandvik.coromant.com
- [3] Sandvik Coromant. How to Choose Infeed Method in Thread Turning Operations. Knowledge Library, 2024. Available at: sandvik.coromant.com
- [4] Sandvik Coromant. Threading Insert Grades. Knowledge Library. Available at: sandvik.coromant.com
- [5] Sandvik Coromant. Thread Turning Application Tips. Knowledge Library, 2024. Available at: sandvik.coromant.com
- [6] ISCAR Metalworking. Types and Profiles of Threading Inserts. ISCAR Ltd., Israel. Available at: iscar.com
- [7] ISCAR Metalworking. Choosing the Right Threading Insert. ISCAR New Articles. Available at: iscar.com
- [8] ISCAR Metalworking. PENTACUT Threading Inserts. ISCAR Product Catalog. Available at: iscar.com
- [9] Kennametal Inc. Threading Tools Catalog — Top Notch™ Threading Inserts Technical Data. Kennametal Inc., USA. Available via: directindustry.com
- [10] Kennametal Inc. Top Notch Technical Data — Infeed Angle. Available via MSC Direct: mscdirect.com
- [11] Mitsubishi Materials Corporation. Threading Methods — Technical Information & Cutting Formula. MMC Carbide. Available at: mmc-carbide.com
- [12] Mitsubishi Materials Corporation. Insert Terminology (Rake Angle, Flank Angle, Chipbreaker). Available at: mmc-carbide.com
- [13] Nakamura-Tome Precision Industry Co., Ltd. Guide to Thread Cutting with Processing Programs. September 27, 2024. Available at: nakamura-tome.com
- [14] TaeguTec Ltd. (Berkshire Hathaway Subsidiary, South Korea). Materials & Grades — Threading. TaeguTec Catalog 2024. Available at: taegutec.com
- [15] Carmex Precision Tools. Thread Turning Technical Section — Type B Inserts, BLU Grade. Carmex USA. Available at: carmexusa.com
- [16] GlobalSpec Engineering360. Threading Inserts Selection Guide: Types, Features, Applications. Available at: globalspec.com
- [17] Truer Carbide (Carbide Provider). A Comprehensive Guide to Threading Inserts for Turning. September 12, 2024. Available at: carbideprovider.com
- [18] Krasner, A. et al. Experimental and Numerical Studies on the Flank Wear During Thread Milling; Effect of Infeed Strategies in Different Cutting Speeds. Tribology International, Elsevier, June 2024. DOI: 10.1016/j.triboint.2024....
- [19] CNCCookbook. G76 Threading Cycle for CNC Lathes (Fanuc) — Infeed Strategies. Available at: cnccookbook.com
- [20] Cutwel Ltd. ISO Code System for Turning Inserts Explained: A Complete Guide. August 14, 2025. Available at: cutwel.co.uk












