

فهرست مطالب
- مقدمه: قالبسازی و دایکست چیست؟
- نقش CNC در پروژههای قالبسازی و دایکست
- مراحل انجام پروژه در کارگاه کوچک
- مدیریت ابزار و انتخاب فرزها و اینسرت ها
- مثال عملی در کارگاه کوچک
- نکات مهم برای موفقیت پروژه
- منابع
خرید اینسرت و الماس تراشکاری از برند ردهاک
۱. مقدمه: قالبسازی و دایکست چیست؟

اگر چه در هر دو این فرآیند ها، تراشکاری توسط مته فرز انگشتی و یا الماس تراشکاری بخش جدایی ناپذیر می باشد، اما مراحل ابتدایی برای این پروژه ها به شرح ذیل می باشد. پیشنهاد می شود مقاله "مدیریت پروژه ی قالب سازی تراشکاری با الماس های تراشکاری" را نیز ببینید.
قالبسازی فرآیندی است که طی آن شکل نهایی قطعه با استفاده از یک حفرهٔ دقیقِ قالب ساخته میشود. در قالبگیری تزریقی، پلاستیک یا فلز ذوب شده وارد این حفره میشود و پس از سرد شدن شکل میگیرد. معمولاً قالب ها از فولادهای سخت ساخته میشوند تا در مقابل حرارت و فشارهای مکرر مقاومت کنند.
دایکست (Die Casting) نوع دیگری از قالبسازی است که مخصوص فلزات غیرآهنی مانند آلومینیوم، روی یا منیزیم است. در این فرآیند، فلز مذاب تحت فشار بالا به داخل حفره قالب تزریق میشود. قالبهای دایکست نیز با دقت بالا ماشینکاری میشوند تا قطعات با تلرانسهای دقیق تولید شوند.
هر دو این روشها به ماشینکاری دقیق CNC نیاز دارند: اول برای ساخت قالب و دوم برای پرداخت نهایی قطعات پس از ریختهگری.
۲. نقش CNC در پروژههای قالبسازی و دایکست
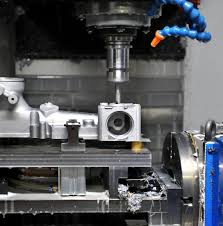
امروزه دستگاههای CNC فرزکاری، ستون اصلی تولید قالبها به شمار میروند چون میتوانند با دقت، تکرارپذیری و کیفیت بالا شکلهای پیچیده را بسازند. مراحل کلی ماشینکاری شامل:
طراحی در نرمافزار CAD
تهیه برنامه CAM و G-Code
پیکربندی و آمادهسازی دستگاه
ماشینکاری خشن (Coarse Machining)
ماشینکاری پرداخت (Finishing)
بازرسی و کنترل کیفیت
این فرآیند از مدلسازی تا محصول نهایی را شامل میشود.
۳. مراحل انجام پروژه در کارگاه کوچک

الف) طراحی و تحلیل اولیه
اولین گام این است که طراحی سهبعدی برای قطعه نهایی و قالب انجام شود. طراحی باید شامل مشخصات دقیق، ابعاد، سطوح حیاتی، زاویه ی خروج و سایر جزئیات باشد تا قابلیت ساخت (DFM) تأمین شود.
ب) انتخاب مواد قالب
متداولترین مواد برای قالب شامل:
- فولادهای ابزار سختکاریشده برای قالبهای بلندمدت
- آلومینیوم برای نمونهسازی سریع و تولید شمار کم
- آلیاژهای خاص دیگر برای کاربردهای خاص
انتخاب مناسب ماده بر اساس تعداد قطعات مورد انتظار، سختی و هزینه عملیاتی مهم است.
پ) برنامه نویسی CNC
برنامهنویسی CNC با CAM انجام میشود که مسیر ابزار، سرعت برش، عمق برش و سایر پارامترها را تعیین میکند. بهطور معمول وظایف زیر برنامهنویسی میشود:
- برش اولیه ی خشن
- حذف لبههای اضافی
- ایجاد سطوح دقیق
- ایجاد کنجها، شیارها و فرورفتگیها
نکته مهم: استفاده از سیکلهای آماده (Canned Cycles) برای عملیات مکرر مثل سوراخکاری و جیگکاری میتواند خطای انسانی را کاهش دهد و زمان برنامهنویسی را کوتاه کند.
ت) فرزکاری خشن
در این مرحله بخش زیادی از ماده ی اضافی قالب برداشته میشود. برای کارگاههای کوچک:
- از مته های فرز انگشتی با قطر بزرگ برای حذف سریع ماده استفاده کنید
- سرعت و پیشروی را در حد مناسب تنظیم کنید تا نیروی زیاد به ماشین وارد نشود
- از اینسرهای کارباید برای افزایش عمر ابزار بهره ببرید
- روند صحیح حذف ماده باعث کاهش زمان ماشینکاری و هزینه ابزار میگردد.
ث) پرداخت نهایی سطح
پس از برداشتن کلی مواد توسط خشن کاری، باید سطح قالب به ابعاد دقیق و صافی بالا برسد:
- از ابزارهای با لبه ی تیزتر و قطر کوچکتر برای پرداخت نهایی استفاده کنید
- دقت سطح را با ابزارهای کنترل کیفیت بررسی کنید
- در صورت نیاز، از EDM سیمی (Wire EDM) برای رسیدن به سطوح پیچیده استفاده کنید، بهخصوص اگر جزئیات دقیق یا گوشههای تیز دارید.
ج) بازرسی و آزمون قالب
پس از پایان مرحله ی تراشکاری، قالب باید با ابزار اندازهگیری دقیق (مثل کولیس دیجیتال، مقیاسهای دقیق و پروفیلسکوپ) بررسی شود تا ابعاد در محدوده ی تلرانس قرار داشته باشد. اگر قالب برای تزریق پلاستیک یا دایکست است، تست ریختهگری نمونه نیز انجام میشود تا عملکرد واقعی قالب سنجیده شود.
۴. مدیریت ابزار و انتخاب فرزها و اینسرت ها

الف) انتخاب مته های فرز انگشتی مناسب
برای کارگاههای کوچک پیشنهادهای عملی به صورت زیر می باشد:
- فرزهای با قطر بزرگ (مثلاً 10–20 mm) برای خشنکاری
- فرزهای با قطر کوچک (مثلاً 3–6 mm) برای جزئیات دقیق
- فرزهای با روکش مناسب برای مقاومت در برابر سایش
- در صورت نیاز به سوراخکاری دقیق از متههای کارباید استفاده کنید
انتخاب مناسب ابزار باعث افزایش کیفیت و دوام ابزار میشود.
ب) مدیریت هزینه ابزار
کارگاههای کوچک میتوانند هزینههای ابزار را با روشهای زیر کم کنند:
- اینسرتهای کارباید قابلتعویض که چند لبه ی برشی دارند
- استفاده از روکش های پیشرفته روی ابزار که عمر ابزار را افزایش میدهند
- ثبت و پایش عملکرد ابزار تا زمان تعویض دقیق شود و هزینه ی اضافی کاهش یابد
- تولید یا خرید ابزار عمومی که همهشمول باشد تا نیاز به هولدرهای متعدد نباشد
این رویکردها باعث میشود بازگشت سرمایه (ROI) بهتر شود.
۵. مثال عملی در کارگاه کوچک
فرض کنید یک کارگاه کوچک قصد دارد قالبی برای یک قطعه پلاستیکی خودرو بسازد:
۱) طراحی قالب در نرمافزار CAD انجام میشود و برنامه CAM تهیه میشود.
۲) ماده قالب (فولاد ابزار) انتخاب و قطعه ی خام روی میز CNC قرار میگیرد.
۳) ماشینکاری خشن با مته فرز انگشتی و اینسرتهای کارباید انجام میشود تا شکل کلی تایید شود.
۴) عملیات پرداخت با ابزارهای دقیق برای رسیدن به دقت سطح بالا اجرا میشود.
۵) قالب تست شده و در صورت لزوم اصلاحات نهایی اعمال میشود.
۶. نکات مهم برای موفقیت پروژه

- قبل از ماشینکاری، تحلیل DFM دقیق انجام دهید تا خطاها کمتر شود.
- استفاده از جدول پارامتر برش واقعی و دادههای ابزار در کارگاه خود، باعث کاهش خطا و هزینه میشود.
- ثبت تجربیات و نتایج پروژهها برای بهبود پروژههای بعدی الزامی است.
- اگر قطعه دارای جزئیات بسیار پیچیده است، از حرفهایترین روشها مثل EDM یا تراشکاری چند محوره بهره ببرید.
منابع
CNC Machining for Die & Mold Industry — Guide to CNC process advantages. (etherealmachines)
CNC milling in the production of metal molds and dies — Practical overview. (cncpartner)
Metal Casting And CNC Machining: The Ultimate Guide To Cost-Effective Production — Synergistic combination explanation. (LS Manufacturing)
How CNC Machining Complements Die Casting — CNC post-processing of die-cast parts. (cast-mold.com)
Milling Injection Moulding (PDF) — Real production example overview. (Scribd report)












