فرزهای انگشتی تخت
این نوع متههای فرز انگشتی معمولاً برای برداشتن مواد و پرداخت سطوح افقی و عمودی استفاده میشوند. مته های فرز انگشتی تخت رایجترین ابزارهای مورد استفاده در ماشینکاری هستند.

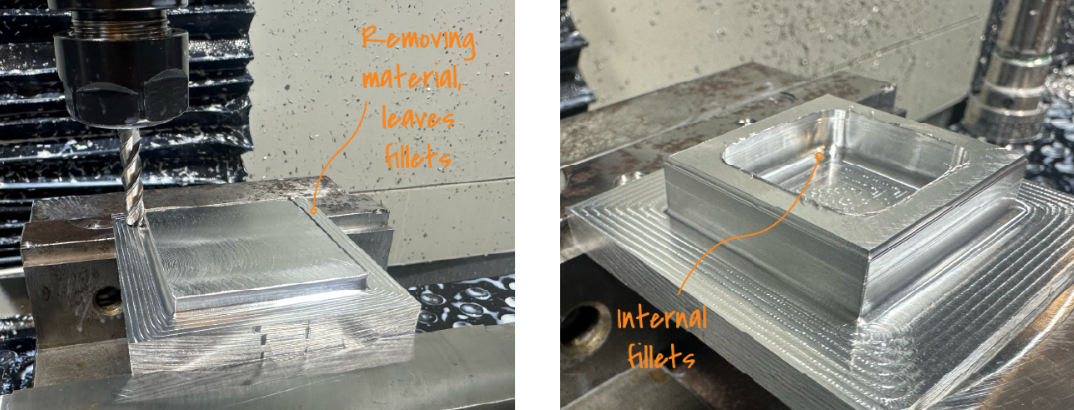
مته های فرز انگشتی کرنر ردیوس (گوشه)
فرزهای انگشتی گوشه، دارای انتهای صاف با شعاع گوشه هستند. این ابزارها در مقایسه با فرزهای نوک تخت، طول عمر بیشتری دارند و میتوانند برای پرداخت سطوح صاف و عمودی مورد استفاده قرار گیرند. با این حال، باید به این نکته توجه نمود که فرزهای گوشه، بر روی قطعه کار،شعاعهای داخلی بر روی تمام لبهها باقی میگذارند.
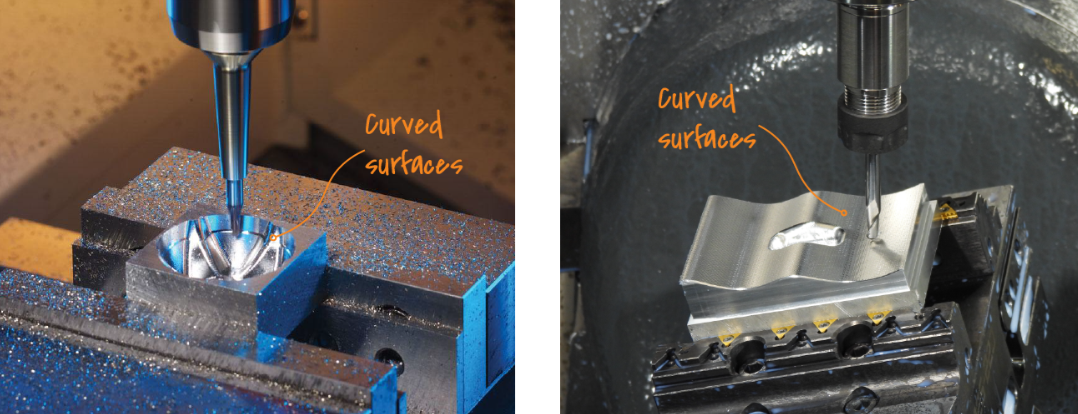
مته های فرزانگشتی بال نوز یا سرگرد
فرزهای بال نوز دارای انتهای کروی هستند و برای پرداخت سطوح پیچیده استفاده میشوند. اگرچه برای سطوح منحنی مفید هستند، اما هنگام استفاده روی سطوح صاف، زایده هایی (به نام کاسپ) ایجاد میکنند.
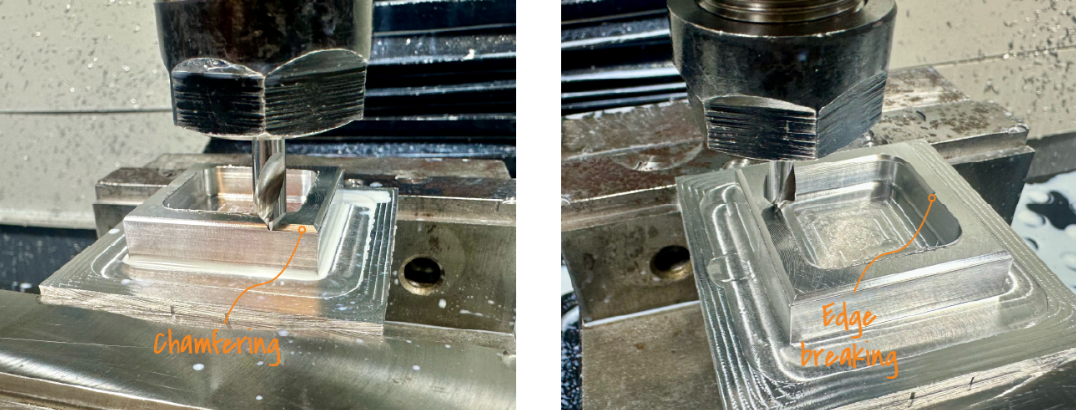
فرزهای پخدار
فرزهای انگشتی پخدار دارای شکل V هستند و معمولاً در زوایای ۹۰ و ۶۰ درجه موجود هستند. از آنها برای ایجاد لبههای تیز، برش میتر و حکاکی جزئیات ظریف استفاده میشود.
فرزهای حکاکی
فرزهای حکاکی از یک ابزار تراشکاری چرخشی برای حک کردن یا حکاکی طرحها روی مواد سخت مانند فلز، چوب یا پلاستیک استفاده میکنند. فرزهای حکاکی، با دقت مواد یا ابزار برش را در امتداد چندین محور حرکت میدهد تا حکاکیهای دقیق و جزئی ایجاد کنند.

ویژگیهای لبه ها (پر یا فلوت) فرز انگشتی
چگونگی هندسه ابزار بر ماشینکاری تأثیر میگذارد
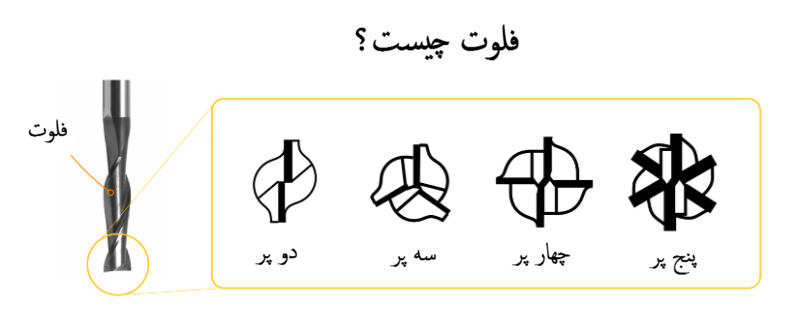
فلوت ها (پرها)
فلوت ها، سطوح برش مته فرز انگشتی هستند. این شیارهای عمیق و مارپیچی، تشکیل و تخلیه براده را تسهیل میکنند و به برش مواد کمک میکنند. تعداد فلوت ها در مته فرز انگشتی بر اندازه براده، سرعت پیشروی و پرداخت سطح تأثیر میگذارد. افزایش تعداد فلوت ها به شما این امکان را میدهد که سرعت پیشروی ابزار را برای برش سریعتر افزایش دهید و پرداخت سطح بهتری ایجاد کنید. اما فلوت های بیشتر بر روی مته فرز انگشتی، منجر به کوچک تر و ظریف تر شدن فلوتها شده و گرمای بیشتری ایجاد میکند و ابزار را برای برخی مواد قطعه کار، نامناسب می نماید. برعکس، شیارهای کمتر، اندازه براده، ظرفیت پاکسازی و بار احتمالی هر دندانه را افزایش میدهند.
زاویه مارپیچ
فلوت هایی با زاویه مارپیچ بالاتر، برادهها را با شدت بیشتری بیرون میدهند که برای موادی که حذف براده در آنها حیاتی است، مانند فلزات، مفید است. برای مواد نرمتر، مانند چوب، زاویه مارپیچ پایینتر - یا حتی یک ابزار با شیار مستقیم - میتواند پرداخت لبه ظریفتری ایجاد کند. زاویه مارپیچ ابزار، نیروی محوری (عمودی) ایجاد میکند که میتواند بر نگهداشتن قطعه کار شما تأثیر بگذارد.

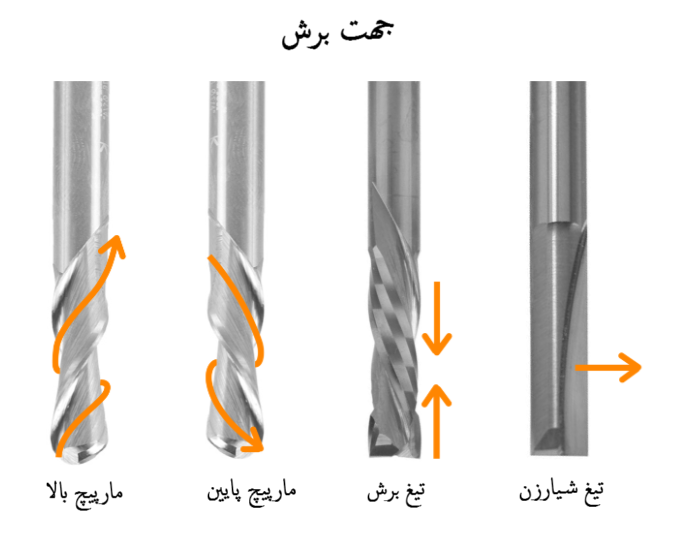
جهت برش فلوت
جهت برش فلوت، حرکت براده را تعیین میکند. این جهت را میتوان با چرخاندن مته فرز انگشتی، در جهت عقربههای ساعت و مشاهده جهت حرکت فلوتها به صورت بصری تشخیص داد. هنگام برش چوب، لبه مخالف جهت براده، پرداخت بهتری را نشان میدهد.
جهت برشهای رو به بالا، برادهها را به سمت بالا و دور از ابزار و میز فیکسچرینگ پرتاب میکنند و نیرویی رو به بالا روی قطعه ایجاد میکنند. این روش، در فلزات عالی هستند زیرا برادهها را از مسیر برش خارج میکنند تا از برش مجدد آنها جلوگیری شود. با این حال، به دلیل نیروی رو به بالایی که ایجاد میکنند، درصورت استفاده در چوب، الیاف بالایی چوب را پاره میکنند.
برشهای رو به پایین، برادهها را به سمت پایین هدایت میکنند و فشار روی قطعه کار را کاهش میدهند، اما به طور بالقوه باعث تجمع براده میشوند. آنها نیرویی رو به پایین روی قطعه ایجاد میکنند. برشهای رو به پایین در تخته سه لا برای جلوگیری از پارگی الیاف چوب در لبههای بالایی دیوار استفاده میشوند. آنها معمولاً در فلز مناسب نیستند زیرا باعث تجمع براده در پایین ابزار میشوند.
برشهای فشاری، هر دو جهت برش را ترکیب میکنند و لبههای تمیزی را در بالا و پایین تخته سه لا به دست میآورند، اما هندسه پیچیده آنها استفاده از آنها را به کاربردهای خاص، معمولاً تخته سه لا، محدود میکند. برشدهندههای مستقیم هیچ مارپیچ و جهت برشی ندارند و تراشهها را به طرفین هل میدهند، که آنها را در درجه اول برای پلاستیکها مناسب میکند.
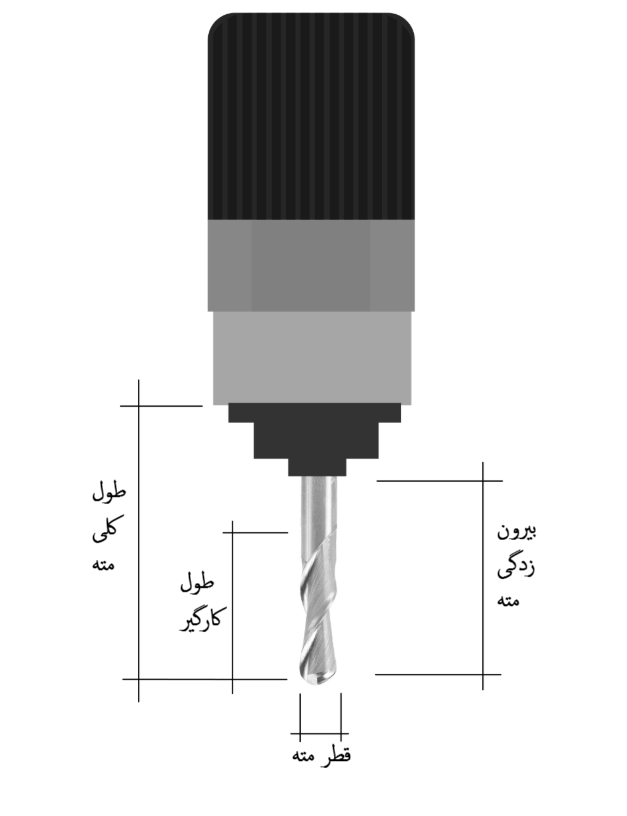
اندازه فرز انگشتی
طول و قطر فرز انگشتی، عمق و جزئیات قابل دستیابی را تعیین میکند. این عوامل همچنین میتوانند بر سرعت یک پروژه تأثیر بگذارند. هرچه فرز انگشتی بزرگتر باشد، مواد بیشتری را برمیدارد و جزئیات کمتری را میتواند برش دهد. هرچه فرز انگشتی کوچکتر باشد، مواد کمتری را میتواند بردارد (که باعث کندتر شدن آن میشود) و جزئیات بیشتری را میتواند تراشکاری نماید.
بیرون زدگی ابزار (طول فرز انگشتی زیر نگهدارنده) ارتفاع کل ویژگیهایی را که میتوان با ابزار برش داد، محدود میکند. در نظر گرفتن این عامل برای جلوگیری از برخورد ابزار با قطعه یا مکانیسم گیره بسیار مهم است. با این حال، بیرون زدگی بیش از حد ابزار باعث لرزش و افزایش احتمال شکستن ابزار میشود.
طول فلوت، عمق یک برش واحد را محدود میکند. اگر ابزار با مادهای عمیقتر از طول فلوت درگیر شود، شفت ابزار با ماده برخورد میکند.
قطر ابزار (علاوه بر محدود کردن جزئیات) به عنوان شاخصی از استحکام کلی یک ابزار استفاده میشود. ما معمولاً نمیتوانیم بدون خطر شکستن، موادی را با عمق بیشتر از ۳ برابر قطر ابزار برش دهیم.