
مته های فرز انگشتی نقش بسیار مهمی در ماشینکاری مس، مادهای که به طور گسترده در صنایع مختلف مورد استفاده قرار میگیرد، ایفا میکنند. این ابزارهای تراش در اشکال هندسی و اندازههای مختلفی وجود دارند که هر کدام برای کاربردهای خاصی طراحی شدهاند. انتخاب مته فرز انگشتی مناسب میتواند تفاوت زیادی در کیفیت کار شما ایجاد کند. ما در بخش جداگانه ای در ارتباط با نحوه انتخاب مته فرز انگشتی آلومینیوم ارائه نموده ایم که درصورت نیاز به اطلاعات بیشتر در این زمینه می توانید به این بخش مراجعه کنید.
بهترین مته های فرز انگشتی برای مس معمولاً از کارباید ساخته میشوند و زاویه مارپیچ بالایی دارند تا برادهها را به طور موثر از بین ببرند. مته های فرز انگشتی میکرو الماس (کاربید تنگستن ) هنگام کار با آلیاژهای مس نتایج خوبی را از خود نشان دادهاند. این ابزارها میتوانند با حفظ دقت و سطح نهایی، ماهیت نرم و چسبنده مس را کنترل کنند.
هنگام تراشکاری مس، عواملی مانند سرعت برش، نرخ تغذیه و عمق برش مهم هستند. این پارامترها بر زبری سطح مس فرزکاری شده تأثیر میگذارند. با تنظیم این مولفه ها، میتوانیم به سطح نهایی دلخواه برسیم و عمر مته های فرز انگشتی خود را افزایش دهیم.
نکات کلیدی
مته های فرز انگشتی الماس (کاربیدی) با زاویه مارپیچ بالا برای ماشینکاری مس بهترین عملکرد را دارند. پارامترهای برش مناسب برای دستیابی به سطح صاف و خوب بسیار مهم هستند. نگهداری منظم ابزار و استفاده صحیح از آن، طول عمر مته فرز انگشتی را افزایش میدهد.

اصول اولیه در تراشکاری با مته های فرز انگشتی
مته های فرز انگشتی ابزارهای ضروری برای تراش و شکلدهی موادی مانند مس هستند. آنها در انواع و اندازههای مختلف برای انجام کارهای مختلف فرزکاری موجود هستند.
تعریف و عملکرد
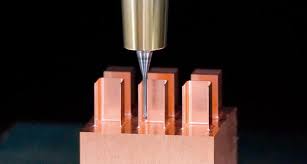
مته های فرز انگشتی ابزارهای تراشکاری چرخشی هستند که در ماشینهای فرزکاری استفاده میشوند. آنها دندانههای تیز یا فلوت هایی دارند که هنگام چرخش، مواد را از سطح قطعه کار برمیدارند. این ابزارها میتوانند سطوح صاف، شیارها و اشکال پیچیدهای را در فلزات و سایر مواد ایجاد کنند.
مته های فرز انگشتی با حرکت در سراسر قطعه کار در حین چرخش با سرعت بالا کار میکنند. لبههای مته، مواد را تراشیده و شکل مورد نظر را ایجاد میکنند. آنها میتوانند در چندین جهت تراشکاری نموده و امکان عملیات ماشینکاری متنوع را فراهم کنند.
ما از مته های فرز انگشتی برای فرزکاری سطحی، شیارزنی و پروفیلکاری استفاده میکنیم. آنها برای ایجاد برشهای دقیق و پرداختهای صاف روی قطعات مسی عالی هستند.

مواد و سازگاری
مته های فرز انگشتی از مواد مختلفی ساخته میشوند تا برای کاربردهای مختلف مناسب باشند. برای ماشینکاری مس، ما اغلب از مته های فرز انگشتی کاربید تنگستن استفاده میکنیم. این ابزارها سخت هستند و میتوانند در برابر گرمای تولید شده هنگام برش مس مقاومت کنند.
مته های فرز انگشتی فولادی با سرعت بالا (HSS) گزینه دیگری هستند. آنها ارزانتر هستند اما ممکن است هنگام کار با مس دوام زیادی نداشته باشند.
مته های فرز انگشتی پوشش داده شده میتوانند عملکرد و عمر ابزار را بهبود بخشند. پوششهای طلایی نیترید تیتانیوم (TiN) به کاهش اصطکاک و تجمع گرما در حین فرزکاری مس کمک میکنند.
هنگام انتخاب فرز انگشتی برای مس، موارد زیر را در جتما در نظر داشته باشید:
- تعداد فلوت (پرهای مته)
- زاویه مارپیچ
- هندسه لبه برش
این عوامل بر سرعت برش، حذف براده و کیفیت سطح نهایی تأثیر میگذارند.
مته های فرز انگشتی برای ماشینکاری مس
ماشینکاری مس برای دستیابی به بهترین نتایج به مته های فرز انگشتی تخصصی نیاز دارد. ما به نحوه انتخاب ابزارهای مناسب و بررسی انواع مختلف مته های فرز انگشتی برای کار با مس و آلیاژهای آن خواهیم پرداخت.
انتخاب فرز انگشتی مناسب برای مس
هنگام ماشینکاری مس، به مته های فرز انگشتی نیاز داریم که بتوانند خواص منحصر به فرد آن را تحمل کنند. مس نرم است و تمایل به چسبیدن به ابزارهای برش دارد. ما توصیه میکنیم از مته های فرز انگشتی با زاویه مارپیچ بالا و شیارهای صیقلی استفاده کنید. این به جریان روان برادهها کمک میکند.
برای بهترین نتیجه، مته های فرز انگشتی با ۲ تا ۴ فلوت را انتخاب میکنیم. فلوتهای کمتر به معنای فضای بیشتر برای تخلیه برادهها است. این نکته هنگام کار با مواد چسبنده مانند مس کلیدی است.
پوششها نیز مهم هستند. پوششهای TiAlN یا AlTiN برای مس به خوبی عمل میکنند. آنها اصطکاک و تجمع گرما را در حین برش کاهش میدهند.
انواع مته های فرز انگشتی مناسب برای مس
چندین نوع فرز انگشتی برای ماشینکاری مس به خوبی کار میکنند. در اینجا چند گزینه برتر آورده شده است:
مته های فرز انگشتی بال نوز: عالی برای کانتورینگ سهبعدی و پرداخت قطعات مسی
مته های فرز انگشتی تخت: ایدهآل برای برش شیاری و فرزکاری کناری در مس
مته های فرز انگشتی با شعاع گوشه: مفید برای ترکیب گوشهها روی قطعات مسی
ما اغلب از مته های فرز انگشتی ۳ پر و ۴ پر، برای مس استفاده میکنیم. ابزارهای ۳ پر، برادهبرداری خوبی ارائه میدهند. گزینههای ۴ پر، پرداخت صافتری را ارائه میدهند.
مته های فرز انگشتی با مارپیچ متغیر، به کاهش لرزش هنگام ماشینکاری آلیاژهای مس کمک میکنند. این امر منجر به پرداختهای سطحی بهتر میشود.
ویژگیهای طراحی مته های فرز انگشتی
مته های فرز انگشتی برای مس دارای عناصر طراحی خاصی هستند که بر عملکرد آنها تأثیر میگذارند. این ویژگیها بر نحوه برش ابزار و دوام آن در حین عملیات ماشینکاری تأثیر میگذارند.
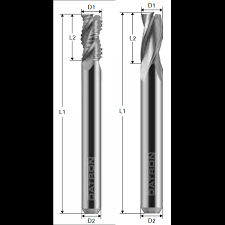
طول کارگیر و اهمیت آن
طول کارگیر یک فرز انگشتی برای ماشینکاری کارآمد مس بسیار مهم است. کارگیر بلندتر امکان برشهای عمیقتر و تخلیه بهتر براده را فراهم میکنند. معمولاً طول کارگیر را از ۱ تا ۳ برابر قطر ابزار میبینیم.
برای مس، کارگیر بلندتر به دفع بهتر گرما کمک میکنند. این مهم است زیرا مس گرما را به سرعت هدایت میکند.
با این حال، کارگیر بلندتر میتوانند استحکام ابزار را کاهش دهند. ما باید این را با نیاز به حذف براده و عمق برش متعادل کنیم.
میکرو مته های فرز انگشتی برای فرزکاری سخت اغلب کارگیرهای کوتاهتری دارند تا استحکام را در قطرهای کوچک حفظ کنند.
ملاحظات قطربدنه مته
قطربدنه بر پایداری و دسترسی فرز انگشتی تأثیر میگذارد. قطر بدنه های بزرگتر استحکام بیشتری ایجاد میکنند و لرزش را در حین ماشینکاری مس کاهش میدهند.
ما قطر بدنه را بر اساس موارد زیر انتخاب میکنیم:
- اندازه اسپیندل دستگاه
- عمق برش مورد نیاز
- طول کلی ابزار
برای مس، که از بسیاری از فلزات نرمتر است، گاهی اوقات میتوانیم از قطرهای کوچکتر بدنه استفاده کنیم. این امر امکان سرعتهای بالاتر بدون انحراف بیش از حد ابزار را فراهم میکند.
برای بستن ایمن، مهم است که قطر بدنه را با کولت یا نگهدارنده ابزار مطابقت دهیم.
طول و دسترسی کلی
طول کلی یک فرز انگشتی، میزان دسترسی آن به قطعات کار را تعیین میکند. ابزارهای بلندتر میتوانند به حفرههای عمیقتر دسترسی پیدا کنند اما ممکن است پایداری را از دست بدهند.
برای ماشینکاری مس، موارد زیر را در نظر میگیریم:
- هندسه قطعه کار
- محدودیتهای دستگاه
- سطح نهایی مورد نیاز
ابزارهای کوتاهتر معمولاً سفتتر هستند و منجر به دقت و کیفیت سطح بهتری میشوند. این امر به ویژه در هنگام فرزکاری آلیاژهای مس صادق است.
ما اغلب برای فرزکاری عمومی مس از ابزارهایی با نسبت طول به قطر ۳:۱ تا ۵:۱ استفاده میکنیم. این امر تعادل بین دسترسی و پایداری را برقرار میکند.
بهینه سازی عملکرد فرزکاری
بهینه سازی صحیح فرآیند فرزکاری برای کار با مس کلیدی است. ما عوامل حیاتی مؤثر بر عمر ابزار و کیفیت تراشکاری هنگام فرزکاری مس را بررسی خواهیم کرد.
عوامل مؤثر بر عمر ابزار
عمر ابزار یک نگرانی عمده در هنگام فرزکاری مس است. ما استفاده از مته های فرز انگشتی کاربید را برای ماشینکاری مس توصیه میکنیم. این ابزارها مقاومت سایشی و عملکرد برشی خوبی ارائه میدهند.
سرعت تراشکاری، تأثیر زیادی بر سایش ابزار دارد. ما پیشنهاد میکنیم با سرعتهای پایینتر، حدود ۱۰۰ تا ۱۵۰ فوت سطحی در دقیقه، شروع کنید و بر اساس نتایج تنظیم کنید. سرعتهای بالاتر میتواند باعث فرسایش سریع ابزار شود.
استفاده از خنک کننده مناسب ضروری است. ما توصیه میکنیم از خنککننده زیاد، یا روانکاری با حداقل مقدار برای کاهش گرما و اصطکاک استفاده کنید. این به افزایش قابل توجه عمر ابزار کمک میکند.
پوشش ابزار نیز نقش دارد. برای مس، متوجه شدهایم که پوششهای AlTiN یا TiAlN به خوبی کار میکنند. این پوششها مانعی در برابر گرما و سایش ایجاد میکنند.
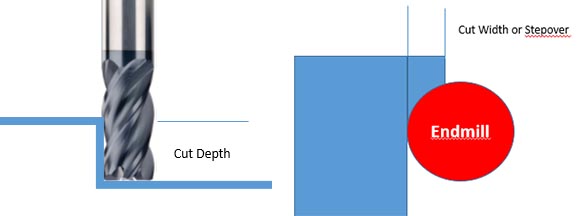
عمق برش و کیفیت برش
عمق برش بر عمر ابزار و سطح نهایی تأثیر میگذارد. توصیه میکنیم در صورت امکان برشهای سبکتری انجام دهید. این کار باعث کاهش استرس ابزار و بهبود کیفیت سطح میشود.
برای عملیات خشن کاری، عمق برش تا ۱ برابر قطر ابزار را پیشنهاد میکنیم. برای پرداخت، برشهای کمعمقتر با قطر ابزار ۰.۲ تا ۰.۵ برابر اغلب نتایج بهتری به همراه دارد.
نرخ پیشروی یکی دیگر از عوامل کلیدی است. ما دریافتهایم که نرخ پیشروی متوسط، حدود ۰.۰۰۱ تا ۰.۰۰۳ اینچ در هر دندانه، برای مس به خوبی کار میکند. این امر باعث تعادل بین حذف مواد و سطح نهایی میشود.
هندسه ابزار نیز مهم است. مته های فرز انگشتی با دماغه کروی میتوانند سطوح صافتری را روی قطعات منحنی ایجاد کنند. برای سطوح صاف، مته های فرز انگشتی مربعی اغلب کارآمدتر هستند
تخلیه مناسب براده برای کیفیت برش بسیار مهم است. توصیه میکنیم از مته های فرز انگشتی با شیارهای صیقلی و زاویه مارپیچ کافی برای کمک به حذف براده استفاده کنید.
مشخصات فنی
فرزهای انتهایی برای مس به جزئیات فنی خاصی نیاز دارند تا عملکرد بهینه تضمین شود. ما به مشخصات کلیدی و دادههای مرجع برای راهنمایی در انتخاب و استفاده نگاهی خواهیم انداخت.
مشخصات مته فرز انگشتی برای مس شامل قطر، تعداد شیار، طول و پوشش است. قطرها معمولاً از 1/32 اینچ تا 1 اینچ متغیر هستند. تعداد شیارها از 2 تا 4 متغیر است، و طرحهای 2 شیار برای تخلیه بهتر براده در مس رایج است.
طول بر دسترسی و استحکام تأثیر میگذارد. ته های فرز انگشتی کوتاه تر پایداری بیشتری را فراهم میکنند، در حالی که فرزهای بلندتر به مناطق عمیقتر دسترسی دارند. طول کل و طول شیار هر دو اندازه گیریهای مهمی هستند.
روکش هایی مانند TiAlN یا AlTiN مقاومت حرارتی و عمر ابزار را هنگام فرزکاری مس بهبود میبخشند. ابزارهای کاربیدی بدون پوشش نیز میتوانند برای برخی از آلیاژهای مس به خوبی کار کنند.
زاویه مارپیچ بر حذف براده و نیروهای برش تأثیر میگذارد. برای مس، اغلب زاویه مارپیچ 30-45 درجه ترجیح داده میشود.
دادههای مرجع برای فرزکاری مس
- خواص مس بر پارامترهای فرزکاری تأثیر میگذارد. رسانایی حرارتی آن نیاز به انتخاب دقیق سرعت و تغذیه دارد.
- سرعت برش توصیه شده برای مس از 300 تا 1000 فوت سطحی در دقیقه (SFM) متغیر است. این سرعت بسته به آلیاژ مس خاص و پوشش ابزار متفاوت است.
- نرخ تغذیه معمولاً بین 0.001 تا 0.005 اینچ در هر دندانه است. تغذیه کمتر از سخت شدن سطح مس جلوگیری میکند.
- عمق برش میتواند از عبورهای نازک پرداخت 0.010 اینچ تا برشهای خشن تا 0.250 اینچ متغیر باشد، که به ابزار و قابلیتهای دستگاه بستگی دارد.
- بار براده، با ترکیب تغذیه و سرعت، معمولاً 0.001 تا 0.003 اینچ در هر دندانه برای مس را هدف قرار میدهد. این امر باعث تعادل بین حذف مواد و عمر ابزار میشود.
- ریزفرزکاری مس ممکن است از پارامترهای حتی ظریف تری با ابزارهایی به کوچکی قطر 254 میکرومتر استفاده کند.
روکش ها

روکش ها نقش کلیدی در افزایش عملکرد مته های فرز انگشتی برای تراشکاری مس دارند. ما مزایای ابزارهای پوشش داده شده و نحوه انتخاب روکش مناسب برای کاربردهای مس را بررسی خواهیم کرد.
مزایای ابزارهای روکش داده شده
ابزارهای روکش داده شده مزایای متعددی را در ماشینکاری مس ارائه میدهند. آنها عمر ابزار و عملکرد برش را بهبود میبخشند. روکش ها اصطکاک بین ابزار و قطعه کار را کاهش میدهند و منجر به پرداخت سطح بهتر میشوند.
ما شاهد کاهش تجمع گرما در لبه برش با ابزارهای پوشش داده شده هستیم. این به جلوگیری از چسبیدن مس به ابزار کمک میکند. مته های فرز انگشتی روکش داده شده همچنین لبههای تیزتری را برای مدت طولانیتری حفظ میکنند.
TiN، TiCN و AlTiN روکش های رایج برای فرزکاری مس هستند. هر کدام خواص منحصر به فردی دارند. TiN مقاومت خوبی در برابر سایش ارائه میدهد. TiCN چقرمگی بهتری را فراهم میکند. AlTiN در کاربردهای دمای بالا عالی است.
انتخاب روکش برای مس
انتخاب روکش مناسب برای فرزکاری مس بسیار مهم است. ما عواملی مانند سرعت برش، نرخ تغذیه و عمق برش را در نظر میگیریم. خواص مواد قطعه کار نیز بر انتخاب پوشش تأثیر میگذارد.
برای مس، ما اغلب روکش های TiCN را توصیه میکنیم. آنها تعادل خوبی از سختی و چقرمگی ارائه میدهند. ابزارهای پوشش داده شده با TiCN در عملیات میکروفرزکاری روی مس عملکرد خوبی دارند.
روکش های AlTiN برای ماشینکاری پرسرعت مس بهترین عملکرد را دارند. آنها سختی را در دماهای بالا حفظ میکنند. برای عملیات با سرعت کمتر، پوششهای TiN میتوانند مؤثر و مقرون به صرفهتر باشند.
ضخامت روکش نیز مهم است. ما برای فرزهای اگشتی میکرو، ضخامت ۲ تا ۴ میکرومتر را هدف قرار میدهیم. روکش های ضخیمتر ممکن است بر هندسه و دقت ابزار تأثیر بگذارند.
نتیجه گیری
- مته های فرز انگشتی ابزارهای حیاتی برای ماشینکاری مس هستند. ما دریافتیم که عوامل متعددی بر عملکرد آنها تأثیر میگذارند.
- سرعت برش نقش کلیدی دارد. سرعتهای بالاتر ۶۰۰۰ دور در دقیقه برای فرزکاری آلیاژهای مس به خوبی عمل میکنند. این به دستیابی به سطوح صافتر کمک میکند.
- نرخ پیشروی یکی دیگر از عوامل مهم است. پیشروی متوسط ۰.۸۵ میلیمتر بر دور، تعادل خوبی را ایجاد میکند. این امر امکان حذف کارآمد مواد را بدون به خطر انداختن کیفیت سطح فراهم میکند.
- عمق برش بر عمر و پرداخت ابزار تأثیر میگذارد. ما عمق ۴ میلیمتر را برای اکثر عملیات فرزکاری مس توصیه میکنیم. این امر بهرهوری خوبی را فراهم میکند و در عین حال سایش ابزار را به حداقل میرساند.
- زاویه مارپیچ مته فرز انگشتی بر تخلیه براده تأثیر میگذارد. زاویه مارپیچ مناسب به پاکسازی برادهها کمک میکند و نیروهای برش را کاهش میدهد.
- انتخاب مواد نیز مهم است. مته های فرز انگشتی کاربید تنگستن روی مس عملکرد خوبی دارند. آنها ترکیبی خوب از سختی و چقرمگی را برای این فلز نرم اما ساینده ارائه میدهند.
- با بهینه سازی این پارامترها، میتوانیم هنگام فرزکاری مس به نتایج عالی دست یابیم. ترکیب مناسب منجر به سطوح صاف، دقت ابعادی خوب و عمر طولانی ابزار میشود.
تماس با کارشناسان ردهاک:
برای مشاوره تخصصی جهت انتخاب ابزار مناسب برای پروژه شما و دریافت قیمت ویژه، با کارشناسان ما تماس بگیرید. تیم فنی ردهاک آماده ارائه راهنمایی کامل برای بهینه سازی فرآیند ماشین کاری شما است.
یادداشت مهم:
برای مشاهده محصولات گروه ردهاک (RedHawk Tools) به بخش محصولات، مراجعه فرمایید.
اگر ابزار تراشکاری مورد نظر خود را در بازار پیدا نمی کنید، بخش سفارشی سازی ما در خدمت شماست.










