
فصل اول: مته فرز انگشتی چیست و چگونه کار میکند؟

تعریف مته فرز انگشتی
مته فرز انگشتی نوعی ابزار تراشکاری دورانی است که در دستگاههای CNC و فرز استفاده میشود. این ابزارها با سرعت بالا میچرخند و مواد سخت را تراش میدهند و میتوانند از پاکت های پیچیده تا کانتورهای سه بعدی کامل، را شکل دهند. مطالب زیر در ارتباط با مته های فرز انگشتی در قسمت های جداگانه ای در دسترس شما دوستان عزیز قرار دارد که با کلیک کردن بر روی هر کدام آنها را مطالعه نمایید:
تفاوت مته فرز انگشتی با مته

مته فرز انگشتیها به صورت افقی یا جانبی (از جداره) عملیات تراشکاری را انجام دهند؛ در حالی که مته فقط به صورت مستقیم و عمودی به داخل مواد وارد شده و سوراخکاری می نماید. این تفاوت باعث میشود که مته فرز انگشتیها برای:
شیارزنی
پروفایل سازی
کانتور زدن
سوراخ کاری
تراشکاری مخروطی
مناسب باشند.
اجزای یک مته فرز انگشتی
مته های فرز انگشتی معمولاً دارای اجزای مشترک زیر هستند:
• نوک برشی: میتواند تخت (مربعی)، گرد (توپی) یا هر شکل میانی باشد
• فلوتها: شیارهایی که برادهها را در حین برش هدایت میکنند
• دنباله : بدنه بلند که در هولدر، گیر میکند
فصل دوم: انواع مختلف مته فرز انگشتیها و کاربردها
انواع اصلی مته فرز انگشتیها

مته های فرز انگشتی تخت (Square End Mills)
برای کاربردهای عمومی فرزکاری شامل شیارزنی، پروفایلسازی و برش فرورونده، کف صاف تولید میکنند.
مته های فرز انگشتی سرگرد (Ball Nose End Mills)
دارای شعاع در انتها که باعث بهتر شدن سطح کار میشود و برای کانتورهای سه بعدی عالی هستند زیرا کمتر در معرض تراشکاری دوباره براده قرار دارند.
مته های فرز انگشتی گوشه Corner Radius
مشابه مته های فرز انگشتی تخت، اما با لبه برشی گرد. کمتر در معرض دوباره تراشیدن براده ها هستند و عمر ابزار بیشتری دارند.
مته های فرز انگشتی خشن Roughing
برای کار روی سطوح وسیع، دارای دندانههای متعدد در فلوتها برای حذف سریع مقادیر زیادی از مواد با سطح خشن. گاهی آنها را Corn Cob cutters یا Hog Mills مینامند.
مته های فرز انگشتی V-Bit (حکاکی)
حالت “V” شکل ایجاد میکنند و برای حکاکی، به خصوص ساخت تابلوها استفاده میشوند.
فصل سوم: نکات مهم در انتخاب مته فرز انگشتی
جنس ابزار

الماس یا کاربید (Carbide) در مقابل فولاد پر سرعت (HSS)
برای بسیاری از کارگاههای تولیدی، جواب این سؤال که از مته های فرز انگشتی کاربیدی استفاده شود یا HSS؛ بدیهی به نظر میرسد. کارباید همیشه بهتر است، درست؟ خیر! در واقع جواب این سوال به:جنس قطعه کار و حداکثر سرعت اسپیندل ماشین بستگی دارد.
مزایای کاربید:
• به طور قابل توجهی سختتر، صلبتر و مقاومتر در برابر سایش
• مقاوم در برابر حرارت بالا
• برای کاربردهای پرسرعت روی سختترین مواد مناسب
• عملکرد و مقاومت ساینده عالی
مزایای HSS:
قیمت ارزان تر
مناسب برای ماشینهایی با سرعت پایین تر
روکش ها (Coatings)

مته های فرز انگشتی دارای روکش های شیمیایی اضافی، نیز امروزه محبوب هستند. اگرچه گرانترهستند؛ این پوششها برای کاهش سایش و اصطکاک در ابزار، اضافه میشوند. پوششهای محبوب شامل:
Aluminum Titanium Nitride (AlTiN)
Titanium Diboride (TiB2)
TiN,
TiAIN
DLC
تعداد پرها (فلوتها)
تعداد فلوتهایی که مته فرز انگشتی دارد بستگی دارد به جنس قطعه کار و قابلیتهای ماشین شما:
2 پر (Slot drills):
برای استفاده روی چوب و آلومینیوم
فلوتهای کمتر برای خروج براده بهتر هستند
ابزار را خنکتر نگه میدارند اما سطح خشنتری باقی میگذارند
4 پر:
برای اکثر مواد دیگر استفاده میشوند
میتوانند مواد سختتر از 2 فلوت برش دهند
سطح صافتری ایجاد میکنند
نکته مهم: مگر در موارد بسیار خاص، هرگز برای تراشکاری آلومینیوم بیش از 3 فلوت، استفاده نکنید. دلیل این است که آلومینیوم برادههای بسیار بزرگی نسبت به سایر مواد تولید میکند.
فصل چهارم: نکات عملی و راهکارهای بهینه سازی

انتخاب صحیح مته فرز انگشتی
برای اینکه دستگاه سی ان سی شما به صورت کاملا صحیح و بی نقص کار کند، انتخاب ابزار مناسب کافی نیست - شما به هلدر مناسب نیز نیاز دارید:
• موادی که تراش می دهید: فولاد؟ کاربید انتخاب کنید. پلاستیک؟ HSS کافی است
• اندازه ابزار: قطرهای کوچک برای دقت؛ بزرگ برای حذف حجیم مواد
• تعداد فلوت: فلوتهای کمتر = حذف سریعتر مواد. فلوتهای بیشتر = سطح بهتر
• روکش: عمر ابزار و کاهش حرارت را افزایش میدهد
نکات عیب یابی کار با مته های فرز انگشتی
انتخاب ابزار مناسب برای مواد و پروژه شما کیفیت کار را بهبود میدهد و نیاز به اعمال تنظیمات دستی اضافی را کاهش میدهد:
1. تطبیق نرخ تغذیه: نرخ تغذیه مواد باید با سرعت بهینه مته فرز انگشتی مطابقت داشته باشد
2. کاهش سرعت: کاهش 50% سرعت عملیاتی میتواند عمر مته فرز انگشتی را دو برابر کند
3. انتخاب صحیح تعداد فلوت: خروج صحیح براده حیاتی است
4. استفاده از مته های فرز انگشتی کاربیدی: برای مواد سختتر و کاربردهای تولیدی بالا
5. کنترل بیرون زدگی مته (Stickout) هرچه بیرون زدگی بیشتر باشد، ابزار انعطافپذیرتر میشود
نکات عملی برای تراشکاران حرفهای
1. محکم کردن قطعه کار: گیره، بست، فیکسچر - هرچیزی که حرکت را از بین ببرد
2. تنظیم سرعت و تغذیه: از توصیههای سازنده استفاده کنید. حدس نزنید
3. پاک سازی مکرر برادهها: از فشار هوا یا خنککننده استفاده کنید
4. استفاده از روانکننده: خنککننده یا مایع برش از تجمع حرارت جلوگیری میکند
5. ابتدا تست کنید: همیشه اجرای خشک یا پاس آزمایشی روی مواد ضایعاتی انجام دهید
فرمولهای سرعت مته فرز انگشتی
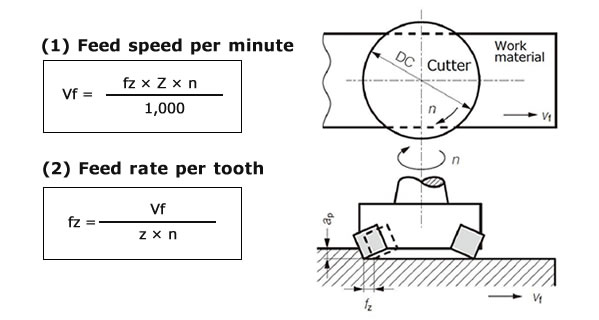
فرمولهای مهم برای محاسبه سرعتها:
• RPM = 3.82 × SFM ÷ قطر مته فرز انگشتی
• SFM = قطر مته فرز انگشتی × RPM ÷ 3.82
• IPM = RPM × تعداد فلوتها × Chip Load
• Chip Load = IPM ÷ RPM × تعداد فلوتها
فصل پنجم: مته های فرز انگشتی تخصصی و کاربردهای ویژه
مته های فرز انگشتی ترکیبی (Combined Drill & Countersink)

مته فرز انگشتی ترکیبی، ابزاری تخصصی است که برای انجام دو عملیات حیاتی در یک مرحله طراحی شده: سوراخکاری و ایجاد کانترسینک (خزینه کاری).
مزایای کلیدی:
• کاهش زمان تغییر ابزار
• کاهش فضای اشغالی در جعبه ابزار
• دقت بالا در مکان یابی مرکز سوراخ
• مناسب برای کاربردهایی که پیچها باید با سطح هم تراز باشند
انواع زاویهها:
• 60 درجه: برای مته زنی مرکزی
• 82 و 90 درجه: برای تطبیق با زاویه پیچهای سر تخت
چه نوع مته فرز انگشتیهایی برای کاربردهای عمومی فرزکاری نیاز دارید؟
• برای چوب سخت، تخته سهلا و آلومینیوم: مته های فرز انگشتی 2 فلوت (slot drills) با کیفیت بالا up-cut و down-cut
برای کانتورهای سه بعدی و پروفایل سازی: مته های فرز انگشتی 2 فلوت سرگرد

• برای تابلوسازی و فرز پلاستیکها، اکریلیکها و فلزات: مته های فرز انگشتیrouter کاربیدی و v-bitهای حکاکی کاربیدی

کلام پایانی
انتخاب و استفاده صحیح از مته فرز انگشتیها یکی از عوامل کلیدی موفقیت در ماشینکاری CNC محسوب میشود. چه برای ساخت قطعات آلومینیومی برای نمونه سازی یا ساخت قالبهای فولاد سختشده؛ ترکیب مته فرز انگشتی مناسب با هولدر مناسب مزیت واقعی را به شما میدهد.
کلیدهای موفقیت عبارتند از:
1. درک کامل انواع مختلف مته فرز انگشتیها و کاربردهایشان
2. انتخاب مناسب بر اساس مواد، ماشین و نتیجه مطلوب
3. رعایت پارامترهای سرعت و تغذیه
4. نگهداری مناسب و عیب یابی به موقع
5. سرمایه گذاری در ابزارهای با کیفیت برای کاربردهای حرفهای
با پیروی از این راهنماییها و نکات کارشناسان، تراشکاران CNC و خریداران مته فرز انگشتی میتوانند بهترین نتایج را از ماشینکاری خود بدست آورند.
منابع و مراجع
منابع اصلی استفاده شده در این راهنما:
1. Eternal Tools (بریتانیا)
عنوان: “End Mills - The Essential Beginners Guide”
https://eternaltools.com/
2. Harvey Performance Company (آمریکا)
عنوان: “The Benefits of Combined Drill & Countersinks” :
https://www.harveyperformance.
3. HIPPSC - Hi-Performance Precision Spindle & Chucks (آمریکا)
عنوان: “The Beginner’s Guide to End Mills” :
https://www.hippsc.com/blogs/
4. CNC Cookbook (آمریکا)
عنوان: “CNC End Mill Ultimate Guide”:
https://www.cnccookbook.com/
منابع تکمیلی پیشنهادی:
برای مطالعه بیشتر:
• Sandvik Coromant (سوئد): راهنماهای فنی پیشرفته ماشینکاری
• Hoffman Group (آلمان): کاتالوگهای جامع ابزارآلات صنعتی
• Kennametal (آمریکا): راهنماهای کاربردی برای مواد مختلف
• Iscar (اسرائیل): نوآوریهای جدید در طراحی مته فرز انگشتی
استانداردهای صنعتی:
• ISO 8688: استاندارد بینالمللی ابزارآلات تراش دورانی
• ANSI/ASME B94.19: استاندارد آمریکایی ابزارآلات تراشکاری
• DIN 844: استاندارد آلمانی مته های فرز انگشتی
نرمافزارهای محاسبه پارامترها:
• G-Wizard Calculator (CNC Cookbook)
• Sandvik CoroPlus ToolGuide
• Kennametal NOVO
تماس با کارشناسان ردهاک:
برای مشاوره تخصصی جهت انتخاب ابزار مناسب برای پروژه شما و دریافت قیمت ویژه، با کارشناسان ما تماس بگیرید. تیم فنی ردهاک آماده ارائه راهنمایی کامل برای بهینه سازی فرآیند ماشین کاری شما است.
یادداشت مهم:
برای مشاهده محصولات گروه ردهاک (RedHawk Tools) به بخش محصولات، مراجعه فرمایید.
اگر ابزار تراشکاری مورد نظر خود را در بازار پیدا نمی کنید، بخش سفارشی سازی ما در خدمت شماست.










