
دو نوع متداول مته فرز انگشتی متداول که در صنایع مختلف کاربرد دارند، مته فرز انگشتی تخت و مته فرز انگشتی سرگرد هستند که هر کدام نقشهای متفاوتی در فرآیندهای ماشینکاری ایفا میکنند. باید در نظر داشت که با انتخاب صحیح مته فرز انگشتی مناسب، می توان، عوامل تاثیرگذار، مانند کارایی پردازش، زبری سطح، پایداری تراشکاری و کنترل هزینه را به صورت بهینه تغییر داد.

ویژگیهای ساختاری و طراحی
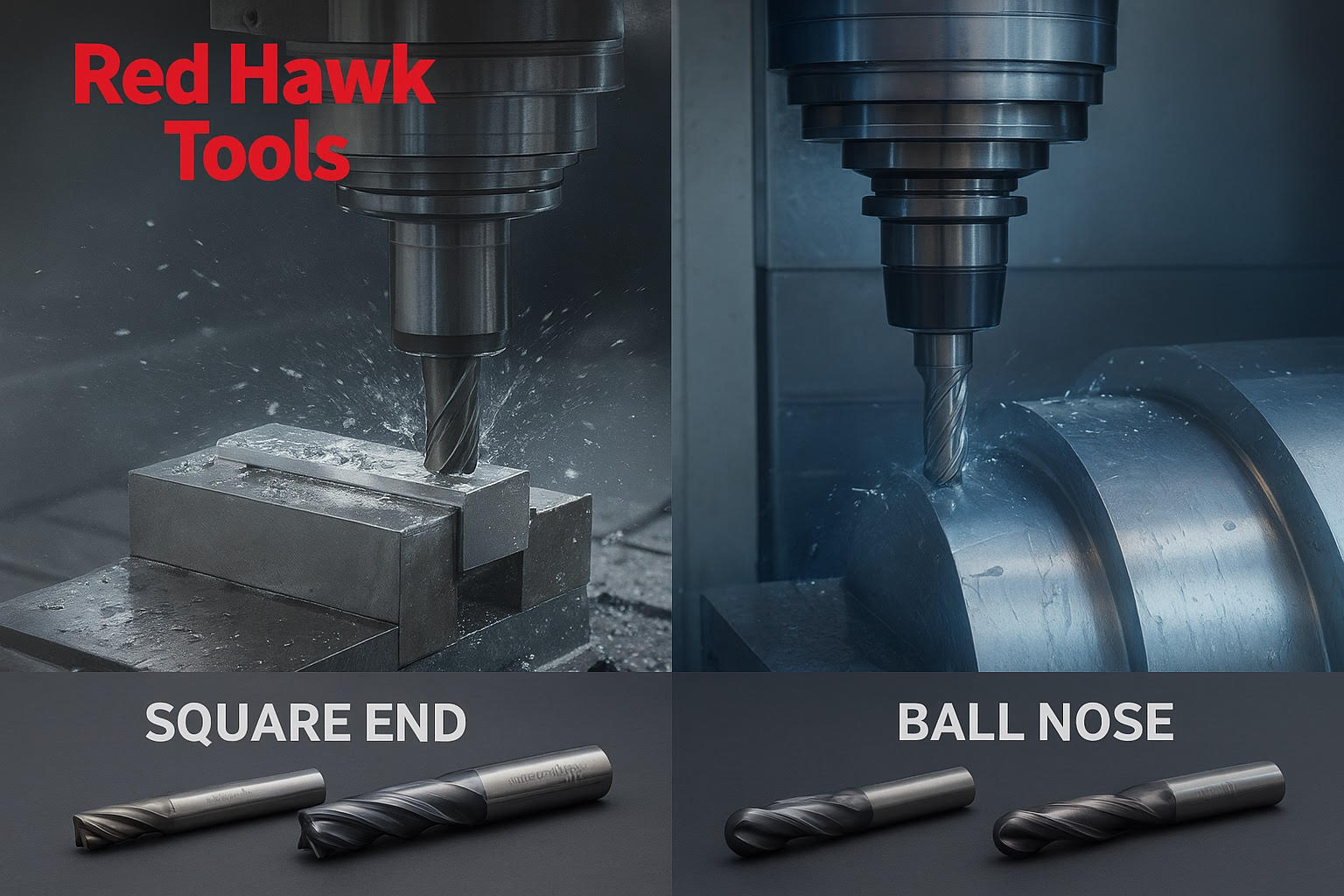
مته فرز انگشتی تخت (Flat End Mill)
مته فرز انگشتی تخت، دارای نوک مسطح و گوشههای تیز ۹۰ درجه هستند. این طراحی ساختاری، آنها را برای طیف وسیعی از پروژه های تراشکاری 2D و 2.5D مناسب میسازد.
مزایای کلیدی:
- لبه برش پایدار با نرخ حذف مواد عالی
- مناسب برای پردازش سطوح مسطح و شیارها
- کارایی بالا در تراشکاری سرعت بالا و فرآیندهای تغذیه زیاد
- قابلیت برش واضح گوشههای داخلی و لبههای مستقیم
مته فرز انگشتی سرگرد (Ball Nose End Mill)
مته فرز انگشتی سرگرد دارای نوک نیم کروی هستند که برای تراشکاری سه بعدی سطوح منحنی پیچیده، منحنیهای آزاد و ساختارهای مقعر طراحی شدهاند.
مزایای کلیدی:
- قابلیت پردازش آسان سطوح پیچیده با تغییرات انحنای زیاد
- برش مسیر کامل در جهات مختلف بدون تغییر ابزار
- تولید کیفیت سطح عالی در مرحله پرداخت نهایی
- پایداری بر روی فولاد عملآوری شده و مواد آلیاژی سخت
مقایسه عملکرد و کاربردها
دقت و تلرانس
- مته فرز انگشتی تخت
- قابلیت حفظ تلرانس ±0.01mm در پردازش سطوح مسطح
- کنترل ابعادی دقیق در شیارها و ساختارهای مربعی
- مناسب برای پردازش با تلرانسهای متوسط تا بالا
- مته فرز انگشتی سرگرد:
- تلرانس 5 میکرون در ۱۸۰ درجه برای سطوح منحنی
- زبری سطح Ra تا 0.001 در فرآیندهای فینیشینگ
- کنترل دقیق هندسه سطح در ساختارهای پیچیده
کیفیت سطح و زبری
مطالعات فنی نشان میدهند:
- مته فرز انگشتی سرگرد: زبری سطح Sa در محدوده 0.79-0.90 میکرومتر
- مته فرز انگشتی تخت: کیفیت سطح متوسط اما با وضوح لبه بالا
- عامل S10z (ارتفاع ده نقطه سطح) در مته فرز انگشتی کروی: 30-47 میکرومتر
سرعت برش و کارایی
- مته فرز انگشتی تخت:
- نرخ حذف مواد بالا
- مناسب برای عملیات خشنکاری و حذف سریع مواد
- قابلیت استفاده از سرعتهای تغذیه بالا
- مته فرز انگشتی سرگرد:
- سرعت برش در مرکز ابزار نزدیک به صفر
- نیاز به کنترل دقیق نرخ تغذیه
- بهینه برای پردازش نهایی و سطوح با کیفیت بالا
کاربردهای صنعتی تخصصی
صنایع هوافضا
مته فرز انگشتی تخت:
ماشینکاری دیوارهها، براکتها و اجزای ساختاری
عملیات خشنکاری قبل از پرداخت نهایی
پردازش مواد سخت مانند تیتانیوم و استیل
مته فرز انگشتی سرگرد:
- ساخت پرههای توربین با سطوح منحنی پیچیده
- قالبسازی برای قطعات هوافضا
- پردازش سطوح آیرودینامیکی
صنایع خودروسازی

مته فرز انگشتی تخت:
- ماشینکاری بلوک موتور و اجزای شاسی
- پردازش سطوح مسطح در قطعات انتقال قدرت
- ایجاد شیارها و فیچرهای هندسی دقیق
مته فرز انگشتی سرگرد:
- ساخت قالبها و ماتریسهای پرس بدنه خودرو
- پردازش سطوح منحنی داخلی کابین
- تولید قطعات تزیینی با جزئیات منحنی
صنایع پزشکی
مته فرز انگشتی تخت:
- ساخت ابزار جراحی با لبههای تیز
- پردازش اجزای ارتوپدیک مسطح
- تولید قطعات دقیق تجهیزات پزشکی
مته فرز انگشتی سرگرد:
- ساخت ایمپلنتهای استخوانی با سطوح منحنی
- قالب سازی برای پروتزهای سفارشی
- پردازش اجزای بیومکانیکی پیچیده
مقایسه کاربردهای بهینه
مته فرز انگشتی تخت برای بهینه سازی موارد زیر:
- پردازش سطوح مسطح و شیارها
- عملیات خشنکاری و حذف سریع مواد
- برش دیوارههای عمودی
- ایجاد گوشههای تیز و لبههای مستقیم
- پردازش مواد نرم تا متوسط مانند آلومینیوم
- تولید انبوه قطعات ساده
مته فرز انگشتی سرگرد برای بهینه سازی موارد زیر:
- پردازش سطوح منحنی سه بعدی
- پرداخت نهایی سطوح پیچیده
- قالب سازی و ماتریس سازی
- پردازش حفرهها و ساختارهای مقعر
- کانتورهای دقیق
- تولید قطعات با جزئیات منحنی
محدودیتها و نکات فنی
محدودیتهای مته فرز انگشتی تخت:
- عدم قابلیت پردازش سطوح منحنی
- امکان تداخل ابزار در ساختارهای عمیق
- نیاز به تغییر ابزار برای سطوح پیچیده
محدودیتهای مته فرز انگشتی سرگرد:
- کارایی پایین در پردازش سطوح مسطح بزرگ
- سایش سریع نوک ابزار
- نیاز به کنترل دقیق پارامترهای برش
- هزینه بالاتر نسبت به مته فرز انگشتی تخت
نتیجه گیری
انتخاب بین مته فرز انگشتی تخت و سرگرد باید بر أساس موارد زیر انجام گیرد:
- نوع هندسه قطعه (مسطح یا منحنی)
- دقت و کیفیت سطح مورد نیاز
- مرحله پردازش (خشن یا فینیشینگ)
- جنس قطعه کار
- محدودیتهای زمانی و هزینه
در بسیاری از پروژهها، ترکیب هوشمندانه هر دو نوع ابزار، بهترین نتایج را ارائه میدهد: مته فرز انگشتی تخت، برای خشنکاری و حذف سریع مواد، و مته فرز انگشتی سرگرد برای پرداخت نهایی و سطوح با کیفیت بالا.
منابع
1. SAMHO Tools. (2025). “Ball Nose vs Flat End Mill: Which Tool Is Better for Your Machining Needs?” Retrieved from: https://samhotool.com/blog/
2. Guess Tools. (2024). “Ball Nose vs Flat End Mill: Choosing Your Best End Mill.” Retrieved from: https://guesstools.com/ball-
3. Varga, J., Ižol, P., Vrabeľ, M., Kaščák, Ľ., Drbúl, M., & Brindza, J. (2023). “Surface Quality Evaluation in the Milling Process Using a Ball Nose End Mill.” Applied Sciences, 13(18), 10328. https://doi.org/10.3390/
4. SAMHO Tools. (2025). “How to Choose Between Flat, Ball, and Bull Nose End Mills.” Retrieved from: https://samhotool.com/blog/
5. Huana Tools. “Flat End Mills VS Round Nose Mills VS Ball End Mills.” Retrieved from: https://huanatools.com/flat-
6. Speed Tiger Tools. “The Beginners Guide of CNC End Mill (2023 Edition).” Retrieved from: https://www.speedtigertools.
7. Harvey Performance. (2023). “Ball Nose Milling Strategy Guide.” Retrieved from: https://www.harveyperformance.
8. Kennametal. “Ball Nose Surface Finish Calculator.” Retrieved from: https://www.kennametal.com/us/
9. Be-cu Manufacturing. (2024). “Ball Nose vs. Flat End Mill Applications.” Retrieved from: https://be-cu.com/blog/ball-
10. MSC Industrial Supply. “Basic End Mills Technical Information.” Retrieved from: https://www.mscdirect.com/
یادداشت مهم:
تمامی اطلاعات این راهنما بر اساس تجربیات عملی و توصیههای کارشناسان معتبر صنعت ماشینسازی جمعآوری شده است.
برای مشاهده محصولات گروه ردهاک (RedHawk Tools) به بخش محصولات، مراجعه فرمایید.
اگر ابزار تراشکاری مورد نظر خود را در بازار پیدا نمی کنید، بخش سفارشی سازی ما در خدمت شماست.










